Showing posts with label BUILDING MATERIAL. Show all posts
Showing posts with label BUILDING MATERIAL. Show all posts
Thursday, 23 October 2014
Sunday, 17 August 2014
LOS ANGELES ABRASION TEST , HOW and WHY TO PERFORM
LOS ANGELES
ABRASION TEST:

This is hardness test for aggregates, used in Laboratory to determine the hardness value or abrasion value
APPARATUS :
Los Angeles Abrasion Testing Machine ,
Abrasive
Charge – Cast iron or steel balls ,
Test sieve – 1.70 mm IS sieve ,
Test sieve – 1.70 mm IS sieve ,
Balance of capacity 10 kg , Oven , Tray
The aggregate used in surface course of the highway pavements are
subjected to wearing due to movement of traffic.
When vehicles move on the road, the soil particles present between the pneumatic tyres and road surface cause abrasion of road aggregates.
The steel reamed wheels of animal driven vehicles also cause considerable abrasion of the road surface.
Therefore, the road aggregates should be hard enough to resist abrasion.
The principle of Los Angeles abrasion test is to produce abrasive action by use of standard steel balls which when mixed with aggregates and rotated in a drum for specific number of revolutions also causes impact on aggregates.
The percentage wear of the aggregates due to rubbing with steel balls is determined and is known as Los Angeles Abrasion Value.
When vehicles move on the road, the soil particles present between the pneumatic tyres and road surface cause abrasion of road aggregates.
The steel reamed wheels of animal driven vehicles also cause considerable abrasion of the road surface.
Therefore, the road aggregates should be hard enough to resist abrasion.
The principle of Los Angeles abrasion test is to produce abrasive action by use of standard steel balls which when mixed with aggregates and rotated in a drum for specific number of revolutions also causes impact on aggregates.
The percentage wear of the aggregates due to rubbing with steel balls is determined and is known as Los Angeles Abrasion Value.
Key point of los angles test:
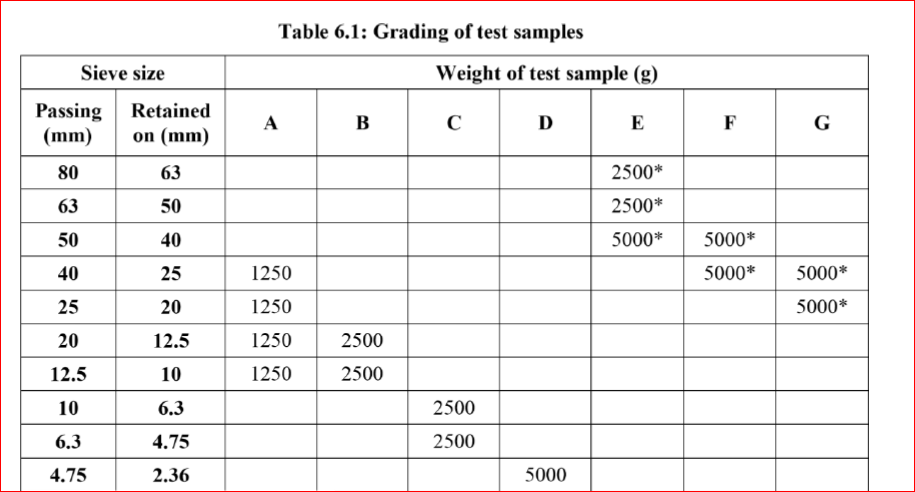
Rotate the
machine at a speed of 30 – 33 revolutions per minute. The number of revolutions
is 500 for grading A, B, C & D and 1000 for grading E, F & G. The
machine should be
5 kg of
sample for grading A, B, C & D and 10 kg for grading E, F & G
THE
CALCULATION PART:
Original
weight of aggregate sample = W1 g
Weight of
aggregate sample retained = W2 g
Weight
passing 1.7mm IS sieve = W1 - W2 g
Los Angeles Abrasion Value = (W1 - W2) / W1 X 100


Los angeles abrasion value should lies in below given range for different types of roads
Types of pavement layers Max. Permissible Abrasion Value in %
1:WBM , SUB BASE COURSE 60%
2:WBM BASE COURSE WITH BITUMEN SURFACE 50%
3: BITUMEN BOUND MACADAM 50%
4:WBM SURFACING COURSE 40%
5: BITUMINOUS PENETRATION MACADAM 40%
6:BITUMINOUS SURFACING DRESSING CEMENT
CONCRETE SURFACING COURSE 35%
7:BITUMINOUS CONCRETE SURFACING COURSE 30%
Monday, 28 October 2013
Test for Bricks:
(1) Absorption:
A brick is taken and it is weighed dry. It is then immersed in water for a period of 16 hours. It is weighed again and the difference in weight indicates the amount of water absorbed by the brick. It should not in exceed 20 per cent of weight of dry brick.
(2) Compressive/Crushing strength of Bricks:
The crushing strength of a brick is found out by placing it in a compression testing machine. It is pressed till it breaks. the minimum crushing or compressive strength of bricks is 3.50 N/mm2.
The bricks with crushing strength in between of 7 N/mm2 to 14 N/mm2 are graded as A and those having above 14 N/mm2 are graded as AA,
(3) Hardness test on bricks:
In this test, a scratch is made on brick surface with the help of a finger nail. If no impression is left on the surface, the brick is r sufficiently hard.
(4) Presence of soluble salts:
The soluble salts, if present in cause efflorescence on the surface of bricks. For finding out the presence of soluble salts in a brick, it is immersed in water for 24 hours. It is then taken out and allowed to dry in shade. The absence of grey or white deposits on indicates absence of soluble salts.

If the white deposits cover about 10 per cent surface, the efflorescence is said to be slight and it is considered as moderate, when the white deposits cover about 50 per cent of surface. If grey or white deposits are found on more than 50 per cent of surface, the efflorescence becomes heavy and it is treated as serious, when such deposits are converted into powdery mass.
(5) Shape and size:
In this test, a brick is closely inspected. It should be of standard size and its shape should be truly rectangular with sharp edges. For this purpose, 20 bricks of standard size (190 mm x 90 mm x 90 mm) are selected at random and they are stacked lengthwise, along the width and along the height.
(6) Soundness test on brick:
In this test, the two bricks are taken and they are struck with each other.
The bricks should not break and a clear ringing sound should be produced.
The bricks should not break and a clear ringing sound should be produced.
Other test can be perform but these 6 are the important once.
Tuesday, 30 April 2013
==>>COMPRESSIVE STRENGTH TEST FOR CONCRETE==>>

AIM==>>
To determine the compressive strength of concrete cylinders.
APPARATUS==>>
Compression testing machine, cylinder mould of 150mm diameter and 300mm height, weighing balance.
PROCEDURE==>>
=>Cast the cylinder and cure for 28 days.
=>Takeout the specimen from the curing tank.
=>Wipe out the excess water from the surface of specimen.
=>Place the specimen vertically on the platform of compression testing machine.
=>Apply the load continuously and uniformly without shock at the rate of 315 kn/min. And continue the loading until the specimen fails.
=>Record the maximum load taken.
CALCULATIONS==>>
Range Calculation
Characteristic compressive strength at 28 days = N/ mm2
Area of cross section = (PI/4)*D^2
Expected load = stress x area
COMPRESSIVE STRENGTH==>>
Compressive strength = Maximum load/ Cross sectional area
RESULT==>>
Compressive strength of cylinder =…………………….N/mm2
Saturday, 20 April 2013
==>>DEFECTS IN CONCRETE==>>
==>>DEFECTS IN CONCRETE==>>
.jpg)
EFFLORESCENCE ==>> Is the appearance of fluffy white patches on the surface of concrete members. It
is caused by poorly washed aggregate, salty water used in making concrete the salts being leaching out to the surface by rain water afterwards. As the water evaporates white patches appear on the surface. This defect can be controlled to some extent by coating the surface by a water repellent.
SEGREGATION==>>
usually implies separation of: =>1 coarse aggregate from fine aggregate, =>2 paste from coarse aggregate, or water from the mix and the ingredients of the fresh concrete no longer remain uniformly distributed. It can be reduced by increasing small size coarse aggregate, air entrainment, using dispersing agents and puzzolana.The causes of segregation are dropping concrete from heights, badly designed mixes, concrete carried over long distances—pumping, belt conveyor system etc. over vibrations, and during concrete finishing extra floating and tamping.Segregation mainly occurs in dry non-sticky concrete mixes.
CRAZING ==>>
of concrete products results from differences in shrinkage between the surface and the interior. The cracks rarely exceed 12 mm or so in depth, and are therefore not serious, apart from the unsightliness. The best method to overcome crazing is to be either to use an earthmoist mix, or if a plastic mix is necessary use as low a w/c ratio as is practicable and remove the cement skin to expose the aggregate. Trowelling should be avoided, as the surfaces are prone to crazing.
BLEEDING==>>
defined as an autogeneous flow of mixing water within or emergence to the surface from freshly placed concrete is usually due to excessive vibrations imparted to concrete to achieve full compaction. However well concrete may have been compacted, the force of gravity.This upward migration of water known as bleeding ceases either when the solid particles touch each other and cannot settle any more, or when the concrete stiffens due to cement hydration and prevents further movement. It can be reduced by grinding cement fine, or by using air entraining agents, dispersing agents, puzzolanas and by imparting vibration. It is a
particular form of segregation in which some of the water comes out on the surface of concrete. Mixes which bleed excessively are those which are harsh and not sufficiently cohesive. Basically this is caused by the lack of very fine materials in mix. Obviously this is because of the coarse sand or when the sand content has been kept low. The causes of bleeding are highly wet mix, insufficient mixing, and thin sections (slabs) cast in sunny weather—being more in flaky aggregate and more in the first hours of concreting. The ill effects are reduced bond between aggregate and cement, and between cement and reinforcement.
Bleeding can be checked by the use of uniformly graded aggregates, puzzolana—by breaking the continuous water channel, or by using—entraining agents, finer cement, alkali cement, and a rich mix.
SULFATE ATTACK==>>
Sulphate attack is mainly caused by the soil containing sulphates or by sulphate water.
FACTOR AFFECTING WORKABILITY OF CONCRETE:
FACTOR AFFECTING WORKABILITY OF CONCRETE:

WATER CONTENT: The fluidity of concrete increases with water content. At site the normal practice is to increase the water content to make the concrete workable which lowers strength. In controlled concrete this cannot be resorted and even in uncontrolled concrete this should be the last choice. However, in case if more water is added due to any reason the cement content should be proportionately increased.
MIX PROPORTIONS:
Aggregate-cement ratio influences the workability to a large extent. The higher the ratio leaner will be the concrete. In a lean concrete, paste available for lubrication of per unit surface area of aggregates will be less and hence the workability is reduced.
AGGREGATE SIZE:
For big size aggregate the total surface area to be wetted is less, also less paste is required for lubricating the surface to reduce internal friction. For a given water content big size aggregate give high workability.
SHAPE OF AGGREGATE:
For a given water content, round and cubical shape aggregates are more workable than rough, angular or flaky aggregates, because the former type of aggregates requires less cement paste for lubrication as these have less surface area and lesser voids. In case of round aggregates frictional resistance is also small so less lubrication is required. For this reason river sand and gravel provide greater workability than crushed sand and aggregates.
SURFACE TEXTURE:
A rough surface aggregate will have more surface area than a smooth round textured aggregate. Hence, latter will be more workable for the reasons discussed above.
GRADING OF AGGREGATES:
Properly graded aggregates are more workable. It is so because such a mix will have least voids and thus excess cement paste will be available as lubricant. This also prevents segregation.
ADMIXTURES:
Air entrained concrete is more workable. It is so because air forms bubbles, on which the aggregates slide past each other increasing the workability. Another factor is that air entraining agents are surface active and they reduce the internal friction between the aggregates.
SLUMP TEST FOR CONCRETE :
SLUMP TEST FOR CONCRETE :


This method of test specifies the procedure to be adopted, either in the laboratory or during the progress of work in the field, for determining the consistency of concrete where the nominal maximum size of the aggregate does not exceed 38 mm.
The internal dimensions of the mould are ==>>
bottom diameter = 200 mm, top diameter = 100 mm, and height = 300 mm.
The mould is filled in with fresh concrete in four layers, each approximately one-quarter of the height and tamped with twenty-five strokes of the rounded end of the tamping rod. The strokes are distributed in a uniform manner over the cross-section and for the second and subsequent layers should penetrate into the underlying layer. The bottom layer is tamped throughout its depth. After the top layer has been rodded, the
concrete is struck off level with a trowel or the tamping rod, so that the mould is exactly filled. The mould is removed immediately by raising it slowly and carefully in a vertical direction. This allows the concrete to subside and the slump is measured immediately by determining the difference between the height of the mould and that of the highest point of the specimen being tested.
.jpg)
The slump measured is recorded in terms of millimetres of subsidence of the specimen.
==>> Some indication of the cohesiveness and workability of the mix can be obtained , if after the slump measurement has been completed , the side of the concrete is tapped gently with the tamping rod , a well proportioned concrete of an appreciable slump will gradually slump further , but if the mix has been badly proportioned , it is likely to fall apart..
==>>The test is performed with maximum size of aggregate as 38 mm only. however if the aggregate size is larger the concrete is wet sieved through 38 mm screen to exclude aggregate particles bigger than 38 mm...
Sunday, 14 April 2013
==>> CLASSIFICATION OF BRICKS==>>
==>> CLASSIFICATION OF BRICKS==>>
FIRST CLASS BRICKS==>>
1. These are thoroughly burnt and are of deep red, cherry or copper colour.
2. The surface should be smooth and rectangular, with parallel, sharp and straight edges
and square corners.
3. These should be free from flaws, cracks and stones.
4. These should have uniform texture.
5. No impression should be left on the brick when a scratch is made by a finger nail.
6. The fractured surface of the brick should not show lumps of lime.
7. A metallic or ringing sound should come when two bricks are struck against each other.
8. Water absorption should be 12–15% of its dry weight when immersed in cold water for
24 hours.
9. The crushing strength of the brick should not be less than 10 N/mm2. This limit varies
with different Government organizations around the country.
Uses: First class bricks are recommended for pointing, exposed face work in masonry
structures, flooring and reinforced brick work.
SECOND CLASS BRICKS==>>
Are supposed to have the same requirements as the first class ones except that
1. Small cracks and distortions are permitted.
2. A little higher water absorption of about 16–20% of its dry weight is allowed.
3. The crushing strength should not be less than 7.0 N/mm2.
Uses: Second class bricks are recommended for all important or unimportant hidden masonry
works and centering of reinforced brick and reinforced cement concrete (RCC) structures.
THIRD CLASS BRICKS==>>
Are underburnt. They are soft and light-coloured producing a dull sound when struck against
each other. Water absorption is about 25 per cent of dry weight.
Uses : It is used for building temporary structures.
FORTH CLASS BRICKS==>>
Are overburnt and badly distorted in shape and size and are brittle in
nature.
Uses: The ballast of such bricks is used for foundation and floors in lime concrete and road
metal.
==>>
Saturday, 6 April 2013
==>>INTRODUCTION OF TAR ASPHALT AND BITUMEN <<==
==>>INTRODUCTION OF TAR ASPHALT AND BITUMEN ==>>
==>>>
oils and gases, leaving a heavy residue. The residue was asphalt with impurities such as water and soil present. Using crude distillation process, cementing and waterproofing materials were obtained.
==>>
The word bitumen comes from the original sanskrit word Gwitumen applied to native asphalts as fuel. Bitumens are mainly composed of a mixture of high-molecular hydrocarbons, methane, napthane and other aromatic series and their oxygen or sulphur derivatives. Tar and asphalt are the two varieties of bituminous materials. Tars are bituminous condensates obtained in the process of destructive distillation of coal, petroleum, wood and other organic materials at high temperature without access of air. They are composed of hydrocarbons and their sulphurous, nitrous and oxygen derivatives. Asphalt on the other hand is a naturally
occurring bitumen which is a combination of an inorganic mineral matter either calcareous or siliceous and an organic matter—a chemical compound of carbon and hydrogen. Bitumens and bituminous materials are being extensively used in damp proofing the basements, floors, roofs, damp proof courses; painting timber and steel structural elements...
Bitumens and bituminous materials are being extensively used in damp proofing the basements, floors, roofs, damp proof courses; painting timber and steel structural elements..as adhesives and caulking compounds, and tars are used as binders in road works. When combined with aggregate these are also used to provide floor surfaces. Bitumens are now more commonly used for building purposes than is tar....
==>> BITUMEN==>>
Bitumen is a noncrystalline solid or viscous material derived from petroleum, by natural or refinery process and substantially soluble in carbon disulphide. It is asphalt in solid state and mineral tar in semi fluid state. Bitumen is brown or black in colour..
The main constituent is petrolene—a yellowish oily substance, an excess of which makes bitumen to melt at low temperature and, asphaltene—hard black substance, an excess of which makes bitumen brittle and non-plastic. Its compositions is carbon 87 per cent, hydrogen 11 per cent and oxygen 2 per cent.
==>>TAR==>>
It is a dark (deep black) viscous liquid produced by destructive distillation of organic material such as coal, oil, lignite and wool. Depending upon the source of origin it is classified as coal tar, wood tar and mineral tar. Tar is restraint to petroleum-based solvents. It has very low bitumen content.
==>>ASPHALT==>>
Asphalt is a natural or artificial mixture in which bitumen is associated with inert mineral matter. It is black or brownish black in colour. At temperature between 50–100°C it is in liquid state whereas at temperature less than this it remains in solid state. Because it is a thermoplastic material it softens as it is heated and hardens as it is cooled. It is the basic paving material in use today...
<<===
Thursday, 21 February 2013
==>>LIME ==>>

PURE LIMESTONE=>
Is called calcite and that containing magnesite is called dolomitic limestone.
The mineral containing calcium carbonate and magnesium carbonate in equimolecular quantities
is called dolomite.
STONE LIMESTONE=>
Is almost pure lime obtained by calcination of limestone and is used for making
lime-sand mortar for superstructures; lime-surkhi mortar for substructures and: lime terracing
and flooring. Stone lime has hydraulic properties.
KANKAR LIMESTONE=>
Is an impure lime obtained by calcination of kankars dug out from underground
sources. These occur in the form of nodules and compact blocks. It is suitable for making limesand
mortars for substructures. It is commonly used for making hydraulic lime.
SHELL LIMESTONE=>
Is very pure lime obtained by calcination of shells of sea animals and corals. It is used for lime punning,
white wash and colour wash, soil stabilization and glass production.
MAGNESIAN LIME=>
Is manufactured from dolomite and contain magnesia more than 5 per cent. It
is used for making mortar and plaster.
PURE LIME=> [Cao]
Pure lime, generally called quick lime, is a white oxide of calcium. Much of
commercial quick lime, however, contains more or less magnesium oxide, which gives the
product a brownish or grayish tinge. Quick lime is the lime obtained after the calcination of
limestone. It is also called caustic lime. It is capable of slaking with water and has no affinity for
carbonic acid. The specific gravity of pure lime is about 3.40.
FAT LIME=>
Fat lime has high calcium oxide component and, sets and hardens by the absorption of CO2
from atmosphere. These are manufactured by burning marble, white chalk, calcareous tufa,
pure lime stone, sea shell and coral.
HYDRAULIC LIME=>
Contains small quantities of silica, alumina, iron oxide in chemical combination
with calcium oxide component. These are produced from carboniferous limestones and
magnesian limestone. It has the property to set and harden under water.
HYDRATE LIME=>
When quick lime is finely crushed, slaked with a minimum amount of water,
and screened or ground to form a fine homogeneous powder the product is called hydrated
lime.
LUMP LIME=>
Lume lime is the quick-lime coming out of the kilns.
MILK LIME=>
Milk lime is a thin pourable solution of slaked lime in water.
CHARACTERSTICS OF LIME==>>
1. Lime possesses good plasticity and is easy to work with.
2. It stiffens easily and is resistant to moisture.
3. The excellent cementitious properties make it most suitable for masonry work.
4. The shrinkage on drying is small because of its high water retentivity.
USES OF LIME==>>
In construction slaked lime is mainly used to make mortar for laying masonry and plastering. When so used quick lime should be completely hydrated by slaking from 3 to 14 days, depending upon the kind of lime, temperature, and slaking conditions. Hydrated lime, although immediately usable, is usually improved by soaking overnight or longer. Hydrated lime is often added to Portland cement mortar in proportions varying from 5 to 85 per cent of the weight of the cement to increase plasticity and workability. Most of the historical buildings had been plastered in lime. Lime punning—about 3 mm thick shell lime layer to improve the plastered surfaces and to give a shining appearance—is used very commonly now a days in the new structures. Some of the other uses of lime are manufacture of lime bricks, artificial stones, paints, glass; as stabilizer for soils and as a flux in metallurgical processes.